


લોકઆઉટ ટેગઆઉટ કિટ LG03
લોકઆઉટ ટેગઆઉટKતેLG03
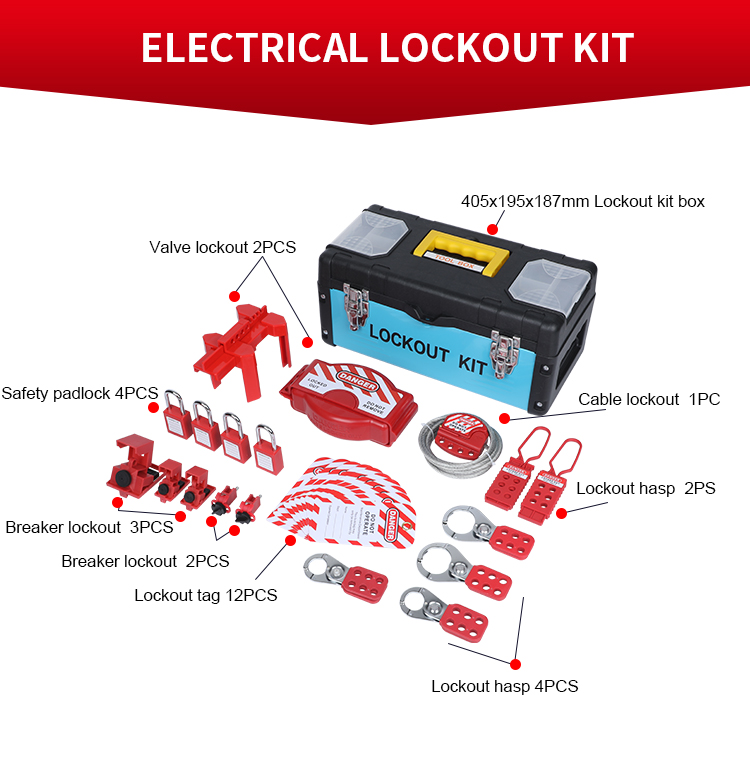
a) તે લોકઆઉટ/ટેગઆઉટ ઉપકરણોની ઔદ્યોગિક પસંદગી છે.
b) તમામ પ્રકારના સર્કિટ બ્રેકર્સ, વાલ્વ, સ્વીચો વગેરેને લોક કરવા માટે.
c) બધી વસ્તુઓ હળવા વજનના કેરીંગ ટૂલ બોક્સમાં સરળતાથી લઈ જઈ શકાય છે.
d) ટૂલ બોક્સનું કુલ કદ: 410x190x185mm.
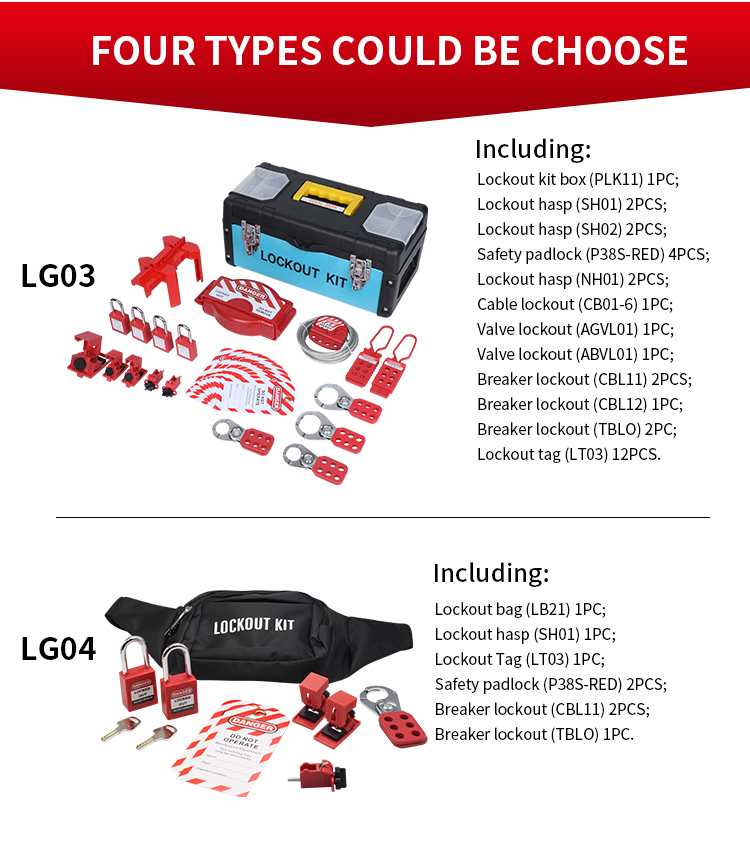
સહિત:
1. લોકઆઉટ કીટ બોક્સ (PLK11) 1PC;
2. લોકઆઉટ હેસ્પ (SH01) 2PCS;
3. લોકઆઉટ હેસ્પ (SH02) 2PCS;
4. સેફ્ટી પેડલોક (P38S-RED) 4PCS;
5. લોકઆઉટ હેસ્પ (NH01) 2PCS;
6. કેબલ લોકઆઉટ (CB01-6) 1PC;
7. વાલ્વ લોકઆઉટ (AGVL01) 1PC;
8. વાલ્વ લોકઆઉટ (ABVL01) 1PC;
9. બ્રેકર લોકઆઉટ (CBL11) 2PCS;
10. બ્રેકર લોકઆઉટ (CBL12) 1PC;
11. બ્રેકર લોકઆઉટ (TBLO) 1PC;
૧૨. લોકઆઉટ ટેગ (LT03) ૧૨ પીસીએસ.
 LOTO યોજનાનો ઉપયોગ
LOTO યોજનાનો ઉપયોગ
આ ધોરણ મશીન, સાધનો, પ્રક્રિયા અથવા સર્કિટ પર કરવામાં આવતી પ્રવૃત્તિઓને લાગુ પડે છે, પરંતુ તેના સુધી મર્યાદિત નથી.
પ્રાથમિક, ગૌણ, સંગ્રહિત અથવા અલગ પાવર સ્ત્રોતો સેવા અને જાળવણી હેતુઓ માટે લોક કરવામાં આવે છે. સેવાઓ અને જાળવણીની વ્યાખ્યા: મશીનો, સાધનો, પ્રક્રિયાઓ અને વાયરિંગ માટે સમારકામ, નિવારક જાળવણી, સુધારણા અને સ્થાપન પ્રવૃત્તિઓ. આ પ્રવૃત્તિઓ માટે મશીન, સાધનો, પ્રક્રિયા અથવા સર્કિટ, અથવા તેના ઘટકો "શૂન્ય ઉર્જા સ્થિતિમાં" હોવા જરૂરી છે. આ પ્રવૃત્તિઓ કરતી વ્યક્તિએ પ્રક્રિયાઓ અનુસાર લોકઆઉટ ટેગઆઉટનો ઉપયોગ કરવો જોઈએ. જ્યારે મશીન, સાધનો અને પ્રક્રિયા માર્ગો માટે લોકઆઉટ ટેગઆઉટનો ઉપયોગ ન થઈ શકે ત્યારે વૈકલ્પિક પદ્ધતિનો ઉપયોગ કરવો જોઈએ.
મશીન સંપૂર્ણપણે સુરક્ષિત છે તેની ખાતરી કરવા માટે બધી સંગ્રહ ઊર્જા નિયંત્રિત હોવી જોઈએ.
ઊર્જા નિયંત્રણ પ્રક્રિયાઓ લાગુ પડે છે તે લાક્ષણિક પ્રવૃત્તિઓની યાદી નીચે મુજબ છે:
બનાવો - સ્થાપિત કરો - બનાવો - સમારકામ કરો - ગોઠવો
ચકાસો - ખોલો - ભેગા કરો - ખામીઓ શોધો અને ઉકેલો - પરીક્ષણ કરો
સાફ કરો - દૂર કરો - જાળવણી કરો - સમારકામ કરો - લુબ્રિકેટ કરો
જો:
લોટો યોજના શક્ય નથી
આ કાર્ય વર્તન નિયમિત, પુનરાવર્તિત અને ઉત્પાદન પ્રક્રિયા સાથે સંકલિત છે.
સાધનો, એસેમ્બલી, ઓપનિંગ, ભાગોમાં નાના ફેરફારો અને ગોઠવણો;
કાર્ય માટે કોઈ LOTO વિકલ્પો સુનિશ્ચિત નથી;
મિશન-વિશિષ્ટ તાલીમ આપવામાં આવતી નથી.
જ્યારે પ્લગ ડિસ્કનેક્ટ થઈ જાય અને પાવર સ્ત્રોતના ડિસ્કનેક્શન પર અધિકૃત વ્યક્તિનું વિશિષ્ટ નિયંત્રણ હોય ત્યારે અલગ પાવર સ્ત્રોત માટે વાયર્ડ પ્લગ ધરાવતું ઉપકરણ ટેગઆઉટને લોકઆઉટ કરી શકશે નહીં.
વૈકલ્પિક પદ્ધતિઓ
લોકઆઉટ ટેગઆઉટ ફિનિશિંગ હંમેશા પહેલી પસંદગી હોય છે.
મશીનો, સાધનો, પ્રક્રિયાઓ અને સર્કિટના જોખમ મૂલ્યાંકનના આધારે વૈકલ્પિક અભિગમો સ્થાપિત કરવા જોઈએ.
આવા વૈકલ્પિક જોખમ મૂલ્યાંકન અને પ્રક્રિયાઓમાં કર્મચારીના જોખમના સંપર્કને ઘટાડવા અથવા દૂર કરવા માટે, અન્ય જરૂરિયાતો અથવા દેશ-વિશિષ્ટ નિયમો અનુસાર, કામ શરૂ કરતા પહેલા અમલમાં મૂકવાની જરૂર હોય તેવી પ્રક્રિયાઓની ઓળખનો પણ સમાવેશ થવો જોઈએ.
જોખમ મૂલ્યાંકન
જોખમ મૂલ્યાંકનનો ઉપયોગ વ્યક્તિગત કામગીરી માટે સૌથી સલામત શક્ય પરિસ્થિતિઓ ઓળખવા માટે થાય છે. જોખમ મૂલ્યાંકન સલામતીનાં પગલાં અને વિકલ્પો સ્થાપિત કરે છે જેનો ઉપયોગ જો સામાન્ય લોકઆઉટ ટેગઆઉટ પ્રક્રિયાઓ લાગુ ન કરી શકાય તો ઇજાની સંભાવના ઘટાડવા માટે થઈ શકે છે. જોખમ મૂલ્યાંકનમાં નિયંત્રણ પગલાંની ઓળખ અને અમલીકરણ શામેલ હોવું જોઈએ જેથી અન્ય નિયમનકારી આવશ્યકતાઓ પૂર્ણ થઈ શકે.
શિફ્ટ અથવા કર્મચારીઓમાં ફેરફાર
દરેક લોકઆઉટ ટેગઆઉટ માટે મહત્તમ માન્ય સમય એક શિફ્ટ અથવા કાર્યના અંત જેટલો ઓછો હોય છે. લોકઆઉટ ટેગઆઉટ પ્રક્રિયાની અખંડિતતા વ્યક્તિગત રીતે અથવા સીધા લોકઆઉટ ટેગઆઉટ હેન્ડઓફ, ટ્રાન્સફોર્મ લોક અથવા અન્ય યોગ્ય માધ્યમોના ઉપયોગ દ્વારા સુનિશ્ચિત કરવી મહત્વપૂર્ણ છે.
કરાર વર્તનનો LOTO
કંપનીના લોકઆઉટ ટેગઆઉટના તમામ પાસાઓનું પાલન કરવું મહત્વપૂર્ણ છે, પછી ભલે કોન્ટ્રાક્ટર કોઈ સ્થળ પર હોય/બાંધકામ ચલાવી રહ્યો હોય કે કંપનીના કર્મચારીઓ કોન્ટ્રાક્ટર તરીકે કામ કરી રહ્યા હોય. શ્રેષ્ઠ પ્રથાઓમાંની એક એ છે કે કંપની દ્વારા અધિકૃત પ્રતિનિધિને લોકઆઉટ ટેગઆઉટ પ્રક્રિયા કરવા માટે નિયુક્ત કરવામાં આવે, આ કિસ્સામાં બાહ્ય સેવા કર્મચારીઓ અથવા કોન્ટ્રાક્ટરે પોતાનું લોકઆઉટ ટેગઆઉટ એ જ ઊર્જા અલગતા ઉપકરણ સાથે જોડવું જોઈએ જેને કંપનીના પ્રતિનિધિએ લોક કર્યું છે અને તેને સ્થાને રાખવું જોઈએ. આને સામાન્ય રીતે "કંપની પહેલા ઉપર, પછી નીચે" તરીકે ઓળખવામાં આવે છે.
ઉત્પાદનોની શ્રેણીઓ




-

ઈ-મેલ
-

વોટ્સએપ
-

વીચેટ
જુડી

-

ટોચ